2020е№ҙ8жңҲ12ж—ҘпјҢеҫ·еӣҪдәҡзҗӣвҖ”вҖ”жқҘиҮӘеј—еҠіжҒ©йңҚеӨ«жҝҖе…үжҠҖжңҜз ”з©¶жүҖпјҲILTпјүгҖҒеә·жі°е…Ӣзі»з»ҹжңүйҷҗе…¬еҸёгҖҒAmphosжңүйҷҗе…¬еҸёе’Ңи„үеҶІжҳҹе…үз”өеӯҗжңүйҷҗе…¬еҸёзҡ„иҒ”еҗҲз ”з©¶дәәе‘ҳе°Ҷиһәж—Ӣй’»еӯ”зҡ„зІҫеәҰе’ҢиҙЁйҮҸд»ҘеҸҠеӨҡе…үжқҹеҠ е·Ҙзҡ„ж•ҲзҺҮз»“еҗҲеңЁдёҖиө·пјҢеўһејәдәҶй’ЈйҮ‘йӣ¶д»¶еҲҮеүІжҖ§иғҪгҖӮжөҒзЁӢеҗҲ并旨еңЁе»әз«ӢдёҖдёӘж»Ўи¶іе·Ҙдёҡзә§з”ҹдә§зҡ„еҮҶзЎ®жҖ§е’ҢйҖҹеәҰиҰҒжұӮзҡ„еҚ•дёҖжөҒзЁӢгҖӮ
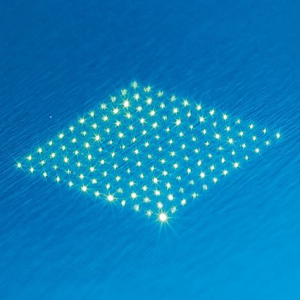
дёҖдёӘиҫ“еҮәеҠҹзҺҮдёә300 WгҖҒи„үеҶІиғҪйҮҸдёә3 mJзҡ„й«ҳеҠҹзҺҮе…үжқҹжәҗжқҘжү§иЎҢеҲҮеүІиҝҮзЁӢгҖӮйңҖиҰҒй«ҳи„үеҶІиғҪйҮҸжүҚиғҪе°Ҷе…үжқҹеҲҶејҖпјҢжңүж—¶жңҖеӨҡеҸҜеҲҶдёә20дёӘйҷ„еҠ е…үжқҹгҖӮиҜҘзі»з»ҹдҝқз•ҷдәҶиһәж—Ӣй’»еүҠзІҫеәҰзҡ„дјҳзӮ№пјҢиҖҢиһәж—Ӣй’»еүҠеңЁз ”究дёӯдёҖиҲ¬дҪҝз”Ёи¶…зҹӯи„үеҶІпјҲUSPпјүжҝҖе…үеҷЁжқҘиҝӣиЎҢгҖӮеј—еҠіжҒ©йңҚеӨ«жҝҖе…үжҠҖжңҜз ”з©¶жүҖејҖеҸ‘并иҺ·еҫ—дәҶиҜҘж–№жі•зҡ„дё“еҲ©пјҢиҜҘж–№жі•зү№еҲ«йҖӮеҗҲдәҺеңЁй’ўпјҢзҺ»з’ғе’Ңйҷ¶з“·е…ғ件дёӯй’»еҮәй«ҳж·ұе®ҪжҜ”зҡ„еҫ®еӯ”гҖӮиҜҘжҠҖжңҜеҸҜжҸҗдҫӣ25Ојmзҡ„иҒҡз„Ұзӣҙеҫ„пјҢдё”еӯ”еЈҒеӨ„зҡ„иҪ®е»“зІ—зіҷеәҰзі»ж•°пјҲRaпјүе°ҸдәҺ0.5ОјmгҖӮ
е°Ҫз®Ўиҝҷз§Қж–№жі•зІҫеәҰеҫҲй«ҳпјҢдҪҶж–№жі•жң¬иә«жҳҜз»ҸиҝҮд»”з»Ҷи®ҫи®Ўзҡ„пјҢ并且еҸӘиғҪеңЁдҪҺеӨ„зҗҶйҖҹеәҰдёӢжүҚиғҪе®һзҺ°гҖӮи„үеҶІжҳҹе…үеӯҗеӯҰзҡ„еӨҡжіўжқҹжЁЎеқ—е’ҢAmphosзҡ„еӨ§еҠҹзҺҮжіўжқҹжәҗзҡ„еҠ е…ҘеҠ еҝ«дәҶеӨ„зҗҶйҖҹеәҰгҖӮ
ERDFиө„еҠ©зҡ„ScanCutйЎ№зӣ®зҡ„еҗҲдҪңдјҷдјҙејҖеҸ‘дәҶдёҖз§ҚеҹәдәҺжҝҖе…үзҡ„еӨҡе…үжқҹжЁЎеқ—иһәж—ӢеҲҮеүІж–№жі•пјҢдёәеҸҜжӣҝд»ЈеҶІеҺӢзҡ„ж–°и§ЈеҶіж–№жЎҲй“әе№ідәҶйҒ“и·ҜгҖӮз”ұеј—еҠіжҒ©йңҚеӨ«жҝҖе…үжҠҖжңҜз ”з©¶жүҖжҸҗдҫӣгҖӮ
дёәе®һзҺ°е®Ңе…ЁиҮӘеҠЁеҢ–еҗҜеҠЁдәҶиҝҷйЎ№еҗҚдёәвҖңScanCutпјҡеҶІеҺӢиҝҮзЁӢдёӯзҡ„жҝҖе…үеҲҮеүІвҖқзҡ„з ”з©¶йЎ№зӣ®гҖӮ
вҖңжҲ‘们еҲ©з”ЁдәҶеҸҜи°ғз”өй•ңе’Ңйӣ·з«һжҠҖдёӢиҪҪжүҫray666зӮ№vipй•ңеә§жқҘе®һзҺ°е…үжқҹдҪҚзҪ®зҡ„иҮӘеҠЁи°ғиҠӮпјҢвҖқ еј—еҠіжҒ©йңҚеӨ«жҝҖе…үжҠҖжңҜз ”з©¶жүҖзҡ„еҫ®зәізұіжһ„йҖ е°Ҹз»„зҡ„科еӯҰ家Jan SchnabelиҜҙгҖӮвҖңдёҖж—ҰжҲ‘们编еҶҷдәҶеҗҲйҖӮзҡ„иҪҜ件зЁӢеәҸпјҢе°ұеҸҜд»ҘйҖҡиҝҮжҢүдёҖдёӢжҢүй’®еҗҜеҠЁеҜ№иһәж—Ӣй’»еӯ”йӣ·з«һжҠҖдёӢиҪҪжүҫray666зӮ№vipзі»з»ҹзҡ„и°ғж•ҙпјҢиҖҢжҲ‘们зҡ„д»»дҪ•е·ҘдҪңдәәе‘ҳйғҪдёҚеҝ…еүҚеҫҖзҺ°еңәгҖӮвҖқ
иҝҷйЎ№е·ҘдҪңдё»иҰҒеә”з”ЁдәҺжұҪиҪҰиЎҢдёҡгҖӮеҰӮжһңжІЎжңүжҸ’еӨҙиҝһжҺҘеҷЁе°ҶдҝЎеҸ·д»ҺиҪҰиҫҶзҡ„дёҖдёӘйғЁд»¶дј иҫ“еҲ°еҸҰдёҖйғЁд»¶е№¶жҺ§еҲ¶е…¶з”өеҺӢпјҢзҺ°д»ЈжұҪиҪҰе°ұж— жі•иҝҗиЎҢгҖӮдј з»ҹзҡ„еҶІеҺӢе’ҢејҜжӣІиҝҮзЁӢи¶іеӨҹз”ЁжқҘдә§з”ҹиҝҷдәӣиҝһжҺҘеҷЁгҖӮ
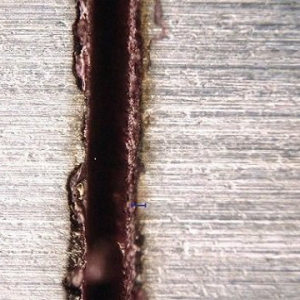
йҖҡиҝҮеңЁйҮ‘еұһжқҝдёҠиһәж—ӢеҲҮеүІиҖҢдә§з”ҹзҡ„еҲҮзјқгҖӮз”ұеј—еҠіжҒ©йңҚеӨ«жҝҖе…үжҠҖжңҜз ”з©¶жүҖжҸҗдҫӣгҖӮ
然иҖҢпјҢйҡҸзқҖжұҪиҪҰжҠҖжңҜзҡ„еҸ‘еұ•пјҢиҪҰиҫҶдёӯиҝһжҺҘеҷЁе…ғ件зҡ„ж•°йҮҸд№ҹи¶ҠжқҘи¶ҠеӨҡгҖӮжҸ’еӨҙиҝһжҺҘеҷЁеҸҳеҫ—и¶ҠжқҘи¶ҠзІҫиҮҙе’Ңй”ҷз»јеӨҚжқӮгҖӮеҲ¶йҖ еҝ…йЎ»йҖӮеә”еңЁзҙ§еҮ‘зҡ„з©әй—ҙеҶ…жңүж•Ҳең°з”ҹдә§е…·жңүеӨҡдёӘзӢ¬з«Ӣеј№иө·жҺҘи§ҰзӮ№зҡ„йӣ¶д»¶гҖӮ
дҪҝз”Ёе…Ҳиҝӣзҡ„жҠҖжңҜпјҢе®ғ们дёҺScanCutз”ҹдә§е№¶жӯЈеңЁдёҚж–ӯе®Ңе–„зҡ„йӣ¶д»¶зӣёеҗҢгҖӮеҶ—дҪҷзҡ„еӨҡдёӘжҺҘи§ҰзӮ№е…Ғи®ёеҚідҪҝжҳҜжңҖе°Ҹзҡ„жҺҘи§Ұзі»з»ҹпјҢд№ҹиғҪжҸҗдҫӣеҸҜйқ зҡ„дҝЎеҸ·дј иҫ“жүҖдҫқиө–зҡ„зЁіеҒҘз”өж°”и®ҫи®ЎгҖӮ
欧жҙІеҢәеҹҹеҸ‘еұ•еҹәйҮ‘пјҲERDFпјүе’ҢеҢ—иҺұиҢө-еЁҒж–Ҝзү№жі•дјҰе·һдёәиҜҘйЎ№зӣ®жҸҗдҫӣдәҶиө„йҮ‘гҖӮдёүе№ҙеҗҺпјҢеҗҲдҪңиҖ…еңЁ2жңҲз»“жқҹдәҶиҜҘйЎ№зӣ®гҖӮжӯӨеҗҺпјҢз ”з©¶дәәе‘ҳе·Із»Ҹи®ЎеҲ’дәҶдёҖдёӘеҗҺз»ӯйЎ№зӣ®жқҘжү©еӨ§з ”究е’ҢеҲ¶йҖ и®ЎеҲ’гҖӮ
иҒ”зі»жҲ‘们|жң¬и®әеқӣеҸӘж”ҜжҢҒPCз«ҜжіЁеҶҢ|жүӢжңәзүҲ|е°Ҹй»‘еұӢ|еҗҫзҲұе…үи®ҫ ( зІӨICPеӨҮ15067533еҸ· )
GMT+8, 2024-11-17 18:21 , Processed in 0.093750 second(s), 17 queries .
Powered by Discuz! X3.5
© 2001-2024 Discuz! Team.




